Packaging Is More Than a Box
Transporting delicate medical or scientific equipment requires more than a simple container. Packaging becomes a critical safeguard, protecting accuracy, performance, and reliability from the moment equipment leaves the factory until it is installed.
Why Generic Packaging Falls Short
For medical and pharmaceutical manufacturers, a one-size-fits-all solution rarely provides the protection needed. Each piece of equipment has unique dimensions, weights, and sensitivities. While a generic case may seem cost-effective at first, the risks include:
- Hidden damage from vibration or moisture
- Performance issues caused by impact during transit
- Long-term costs from recalibration, replacement, or delays
The Value of Bespoke Timber Packaging
At Trafalgar Cases packaging is designed specifically around the equipment being shipped. This tailored approach ensures maximum protection during both transit and storage, reducing the chance of hidden damage that can compromise performance.
Protecting Sensitive Components
Medical devices often contain fragile internal systems such as calibration mechanisms, glass elements, electronics, or moving parts. Even when external damage is not visible, vibration, impact, or moisture exposure during transport can affect how the equipment functions. Custom packaging is designed to prevent these risks, creating a controlled environment inside the case.
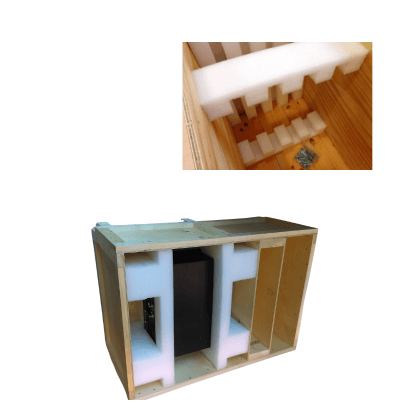
Features of Custom Export Cases
Unlike standard packaging, bespoke wooden cases are engineered to meet exact requirements. They can include:
- Internal foam inserts
- Shock-absorbing mounts
- Felt-lined battens
- Custom restraints
Together, these features create a controlled environment that reduces movement and protects against shocks and handling risks.
Challenges of International Shipping
Long-distance transport often involves multiple stages such as road, air, sea, and warehousing. Each stage introduces risks such as:
- Sudden impacts during loading
- Humidity changes during ocean freight
A generic case cannot effectively manage these variables.
Contamination Control
In the medical and pharmaceutical sectors, packaging materials themselves form part of the quality assurance process. Certain equipment may require chemically inert foam, dust-free interiors, or moisture-barrier protection to prevent contamination or corrosion. Custom packaging allows these requirements to be built in from the start rather than retrofitted later.
Compliance and Practical Advantages
- Compliance: International exports often require ISPM 15 compliant timber packaging. Bespoke cases can meet regulations while still offering specialist protection.
- Practicality: Custom cases can be designed with lifting points, weight distribution, reusable panels, and repeat-use features, making handling safer and more efficient.
Why Packaging Shouldn’t Be an Afterthought
For manufacturers shipping high-value equipment, packaging is as important as the product itself. A damaged or compromised unit can lead to costly delays, recalibration, replacement expenses, and reputational harm. That is why more companies are moving away from generic packaging and investing in engineered export cases built specifically for their products.
In industries where precision matters, packaging must perform just as reliably as the equipment inside.
Chat to our team today to see how we can craft the perfect packaging that suits your needs.
Follow Us on LinkedIn*
Stay updated with the latest news, insights, and project highlights by following Trafalgar Cases on LinkedIn.